 Saturday, June 20, 2026
Saturday, June 20, 2026
Testing Cartridge Components and Meeting Standards
Testing Cartridge Components and Meeting Standards
 The OEM designed print engine determines the characteristics of the print cartridge.
The OEM designed print engine determines the characteristics of the print cartridge.
Printer cartridges are complex and comprise many different structural and print process functional components. The many components in the cartridge use a wide variety of materials including plastics, adhesives, foams, metals, dyes, pigments, waxes, dyes, organic and inorganic chemicals, glass fibre, elastomer and felt.
Each component has a specific function, dimensions and material properties determined by the print process. The operational parameters of each print engine vary significantly as do the components. Each component of each cartridge has a specification set by the manufacturer including tolerances depending on the specification, tolerances and performance of upstream and downstream components. Matching components in any cartridge is important for optimal print and operational performance.
Standards
There are no general or specific standards other than environmental and safety standards for cartridge components. The de facto standard for any cartridge performance is that of the OEM cartridge. The specifications of OEM components tend to drive third party cartridge component specifications. So, third party cartridge components closely approximate the specification of OEM components, but no third-party component exactly replicates the OEM because they use entirely or partially materials, manufacturing equipment, processes and conditions different, but similar, to the OEM. Each third-party component is slightly different from that of the OEM means that in the aftermarket, whether remanufactured or new built, it is crucial that components used are matched to achieve OEM cartridge and print engine performance.
Establishing Cartridge Performance Standard
Measurement of the performance of a cartridge in a print engine is well defined and practised. The International Organization for Standardization and the International Electrotechnical Commission (ISO/IEC) and the American Society for Testing and Materials International (ASTM) as well as the International Safe Transit Association (ISTA), American National Standards Institute (ANSI) and the International Committee for Information Technology Standards (INCITS) all have standards or input to standards regarding the performance of print cartridges. Particularly ISO/IEC and ASTM provide controlled methods for testing overall performance of monochrome and colour cartridges against the de facto OEM performance standard.
As there are no specific standards for individual components, manufacturers develop their own test protocols, procedures and specifications for whatever component they are manufacturing including physical, chemical, electrical and magnetic properties.
Component Testing
Establishing specifications for parts and components for third party manufacturers is complicated. Manufacturers of an incomplete range of components have to try to make their products compatible with the widest range of other components available on the market. This is a major challenge. The parts that are functional in the printing process in toner cartridges are the photoconductor, primary charge roller (PCR), development roller (DR), cleaning blade (CB), toner, doctor blade (DB) and chip.
Testing each component is important and there are common test procedures for each of the important parameters for each component in research, development and design. Once development is complete and components are to be manufactured, quality is determined by input raw material quality control and manufacturing process and condition control. The objective is to build quality into a product by controlling input and verifying with optimized and minimized output testing. Statistical process control can readily help to achieve the goal of efficiently ensuring product quality.
Testing in Development and Manufacture
- Photoconductor
 Defects in photoreceptors are among the most significant sources of print defects in cartridges. In photoreceptor production, it is critical that defects be identified and that photoreceptors with unacceptable defects not be shipped to customers. In development testing, the important electrical properties measured are charge acceptance, capacitance, dielectric thickness, dark decay, photosensitivity (photo-induced discharge characteristics (PIDC)) and spectral sensitivity, charge mobility, fatigue charge acceptance—that decrease with print cycling (cycle down) or increase in residual charge with print cycling (cycle up), coating uniformity, defects and wear mapping, coating hardness/toughness and layer adhesion. Dimensional accuracy of cores also affects performance and subject to run-out limits. These characteristics are determined by coating formulation, input raw material quality and manufacturing process control. Developmental testing includes testing in differing environmental conditions to ensure performance up to the limits defined by the OEM. Final development testing is application testing in a cartridge with the manufacturers preferred other components.
Defects in photoreceptors are among the most significant sources of print defects in cartridges. In photoreceptor production, it is critical that defects be identified and that photoreceptors with unacceptable defects not be shipped to customers. In development testing, the important electrical properties measured are charge acceptance, capacitance, dielectric thickness, dark decay, photosensitivity (photo-induced discharge characteristics (PIDC)) and spectral sensitivity, charge mobility, fatigue charge acceptance—that decrease with print cycling (cycle down) or increase in residual charge with print cycling (cycle up), coating uniformity, defects and wear mapping, coating hardness/toughness and layer adhesion. Dimensional accuracy of cores also affects performance and subject to run-out limits. These characteristics are determined by coating formulation, input raw material quality and manufacturing process control. Developmental testing includes testing in differing environmental conditions to ensure performance up to the limits defined by the OEM. Final development testing is application testing in a cartridge with the manufacturers preferred other components.
Manufacturing process control for photoconductors includes testing coating viscosities, coating material temperature, dip coating speed and drying temperature and duration. In production, the most commonly used method for examining photoreceptors for defects is visual inspection. Human visual inspection can keep up with drum processing speed, and the sensitivity of human vision is good but is subjective and can be inconsistent. Instrumentation using electrostatic mapping is used by some to batch check production. Process and input material control are key to efficient in specification production.
- Toners
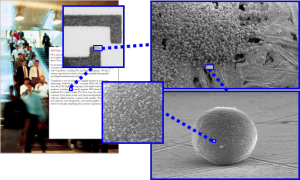
Just as the case in photoconductor, manufactured quality is determined by input raw material quality control and manufacturing process control. The characteristics that determine performance include specific charge (Q/M), particle size distribution (PSD), melt flow index (MFI), flowability and glass transition temperature (Tg). Toners are micro-fine powders of ground compounds of polymer, pigments, waxes and charge control agents (CCA) with nano-size extra-particulate additives typically fumed silica and titanium dioxide.
The manufacturing process and its control depend on the type of toner being produced. The two major categories by manufacturing concept are conventional or mechanical toner (MPT) and chemical or chemically prepared toner (CPT). There are several different types of CPT and each process has its differing manufacturing steps and control parameters. Output product control of any toner is determined by the specification and quality of the input raw materials, controlling the production conditions of each process step and using statistical process control ensures that the product is made within specification and minimizes testing need.
In development, testing conducted includes bench tests and operational tests under the full range of environmental conditions. Developmental testing includes the use of a differential scanning calorimeter, capillary rheometer and melt flow indexer to evaluate melt performance and determine Tg. Testing with a particle size analyzer determines mean particle size (d50) and particle size distribution including d5 and d95. Optical and scanning electron micrography is used to evaluate toner particle surface morphology, extra particulate dispersion and particle shape. Tribo charge testing determines specific charge (Q/M) and charges distribution and a combination of six tests to determine the toner flowability index. Functional testing in a test cartridge is the final development testing using the manufacturers preferred other components.
 Manufacturing testing is minimized as with other components by ensuring that the input materials are within specification and that the step by step processing conditions is within control limits. While toner composition controls many parts of the specification of a toner, process condition controls tend to control physical attributes. The major property that has a significant role in governing quality is PSD. This is one characteristic that is commonly tested either in-line in production or periodically off-line in production. If processing conditions are within the control parameters other than a situation where manufacturing equipment deteriorates, quality can be verified by checking this one parameter.
Manufacturing testing is minimized as with other components by ensuring that the input materials are within specification and that the step by step processing conditions is within control limits. While toner composition controls many parts of the specification of a toner, process condition controls tend to control physical attributes. The major property that has a significant role in governing quality is PSD. This is one characteristic that is commonly tested either in-line in production or periodically off-line in production. If processing conditions are within the control parameters other than a situation where manufacturing equipment deteriorates, quality can be verified by checking this one parameter.
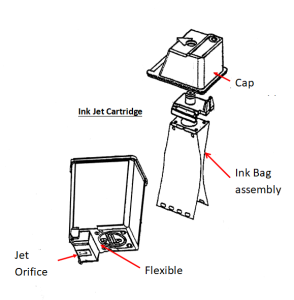
- Inks
The most critical component of inkjet printing is the ink. Ink chemistry and formulations not only dictate the quality of the printed image, but they also determine the drop ejection characteristics and the reliability of the printing system.
Critical metrics which are controlled by ink formulation and raw materials include viscosity, surface tension, PH, jetting stability/reliability, kogation resistance, optical density and color value, resolution, inter-color bleeding, color uniformity and wet fastness. There is the additional impact of the materials on particle size, particle size distribution and dissolved gas content. Manufacturing processes are also key to these parameters.
The quality of ink production is ensured and testing is minimized by controlling materials as well as the manufacturing process. Batch testing of viscosity, pH and filtration check are important QC tests that are conducted on inks by manufacturers.
- Chips
Component quality and manufacturing process control are key to the quality of the finished product. Batch testing of chips with specialized test rigs are used for both development and manufacturing quality testing.
- PCR, DR
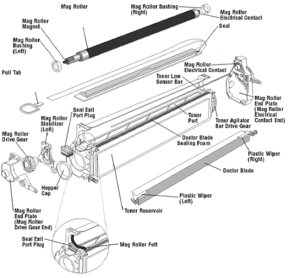 The performance of PCRs and DRs depends critically on dielectric relaxation of the semi-insulating dielectric layers in these devices. In the case of mono-component magnetic toner DRs there is the additional need for magnetic testing. In the semi-insulating dielectric, the progress of dielectric relaxation is controlled by the charge injection from bias and the charge mobility, rather than by the bulk resistance. These characteristics are determined not only by the materials used but also the processing conditions in manufacture. Of equal importance is dimensional accuracy of the part. Input testing of the raw materials for coatings and physical measurement of sleeves, tubing, shafts and magnetic materials is the foundation of quality production. In development as well as commercial manufacture, measurement of dielectric properties is conducted to ensure quality. The specialized equipment is to map the electrical properties of PCRs and DRs as well as to verify properties as well as to identify any defects.
The performance of PCRs and DRs depends critically on dielectric relaxation of the semi-insulating dielectric layers in these devices. In the case of mono-component magnetic toner DRs there is the additional need for magnetic testing. In the semi-insulating dielectric, the progress of dielectric relaxation is controlled by the charge injection from bias and the charge mobility, rather than by the bulk resistance. These characteristics are determined not only by the materials used but also the processing conditions in manufacture. Of equal importance is dimensional accuracy of the part. Input testing of the raw materials for coatings and physical measurement of sleeves, tubing, shafts and magnetic materials is the foundation of quality production. In development as well as commercial manufacture, measurement of dielectric properties is conducted to ensure quality. The specialized equipment is to map the electrical properties of PCRs and DRs as well as to verify properties as well as to identify any defects.
- Cleaning Blades, Sealing Blades, Recovery Blades, Toner Adder Rollers, Drum Shutters, Seals, Bushes, Felts, Gears and Bearings
All of these products are important components and are controlled by formulation/material choices, and manufactured dimension control. Input raw material control and dimensional measurement are the testing actions that determine quality. For plastic parts that are injection moulded, vacuum formed or machined is batch tested after production in controlled conditions.
- Environmental and Safety Requirements
All cartridge components but in particular cartridge parts such as casings and structural parts are subject to requirements including physical needs of dimension and structural strength. Adding all components in combination when assembled as a cartridge must comply with environmental and health regulations. In the global context, such regulations vary regionally and nationally. This includes chemical content restrictions on such materials as brominated flame retardants, heavy metals and volatile organic compounds. The whole cartridge is subject to these requirements if used, sold and/or shipped as are individual components not included in a cartridge if used sol and shipped. Compliance with such regulation is ensured by input raw material control. As a practical matter, component manufacturers individually can only control their piece of the whole environmental and health compliance.
In summary, manufacturers cannot “test quality into their products”. The critical way to ensure quality and ease the burden of quality control testing is to use quality input materials that are able to be reliably sourced in the specification and tightly control manufacturing processes and conditions.
*This article by “Testing Cartridge Components and Meeting Standards” is published in our latest magazine. Click to download the whole PDF.
Related:
Other technically related articles written exclusively for RT Media by include:
- Testing Cartridge Components and Meeting Standards
- Facts and Lies over the Toxins in Your Printer Cartridges
- The Controversy Over Cartridge “Contaminants” – An Attempt to Avoid Bias
- Why Most OEMs Are Japanese
- Examining the Quality of Toners
Comment:
Please add your comments about this article, “Testing Cartridge Components and Meeting Standards”, below.




Leave a Comment
Want to join the discussion?Feel free to contribute!